













































































































































- 16/ 2/ 2026
EMT Borularda Galvaniz Kaplama Kalite Kontrol Süreci
EMT borular, elektrik tesisatlarında hem mekanik koruma hem de topraklama sürekliliği açısından kritik bir rol oynar. Bu boruların uzun ömürlü ve güvenli çalışabilmesi büyük ölçüde galvaniz kaplama kalitesine bağlıdır. Galvaniz kaplama yalnızca yüzey estetiği değil; korozyon direnci, mekanik dayanım ve sistem güvenliği anlamına gelir.Bu nedenle üretim sonrası kalite kontrol süreci, EMT boru performansının temel belirleyicisidir.
Galvaniz Kaplama Nedir?
Galvaniz kaplama, çelik yüzeyin çinko ile kaplanması işlemidir. EMT borularda genellikle sıcak daldırma galvaniz veya elektro-galvaniz yöntemleri uygulanır.
Çinko kaplamanın amacı:
-
Çeliği oksidasyondan korumak
-
Korozyon direncini artırmak
-
Elektriksel iletkenliği desteklemek
-
Uzun servis ömrü sağlamak
Kaplama kalitesi yetersiz olduğunda, boru iç yüzeyinde pas oluşumu başlayabilir ve zamanla kablo izolasyonuna zarar verebilir.
1. Kaplama Kalınlığı Ölçümü
Kalite kontrolün ilk adımı kaplama kalınlığı ölçümüdür.
Bu işlem genellikle manyetik kaplama kalınlık ölçer cihazlarla yapılır. Ölçüm mikron (µm) cinsindendir.
Tipik değer aralıkları:
-
Elektro galvaniz: 8–20 µm
-
Sıcak daldırma galvaniz: 40–85 µm
Proje gereksinimlerine göre minimum kalınlık şartı belirlenir. Ölçümler borunun farklı noktalarından alınmalı ve ortalama değer hesaplanmalıdır.
Yetersiz kalınlık, erken korozyon riskini artırır.
2. Yüzey Homojenliği ve Görsel Kontrol
Kaplama yalnızca kalınlık açısından değil, homojen dağılım açısından da incelenmelidir.
Görsel kontrolde şu kusurlar aranır:
-
Kabarcık oluşumu
-
Soyulma
-
Akıntı izleri
-
Pürüzlü yüzey
-
Siyah lekeler
Yüzey sürekliliği bozulmuş bir boru, özellikle nemli ve kimyasal ortamlarda zayıf performans gösterir.
3. Aderans (Yapışma) Testi
Galvaniz kaplamanın çelik yüzeye yeterince tutunması gerekir. Aderans testi, kaplamanın mekanik zorlanma altında ayrılıp ayrılmadığını gösterir.
Bu test genellikle:
-
Çizik testi
-
Bükme testi
-
Darbe testi
ile yapılır.
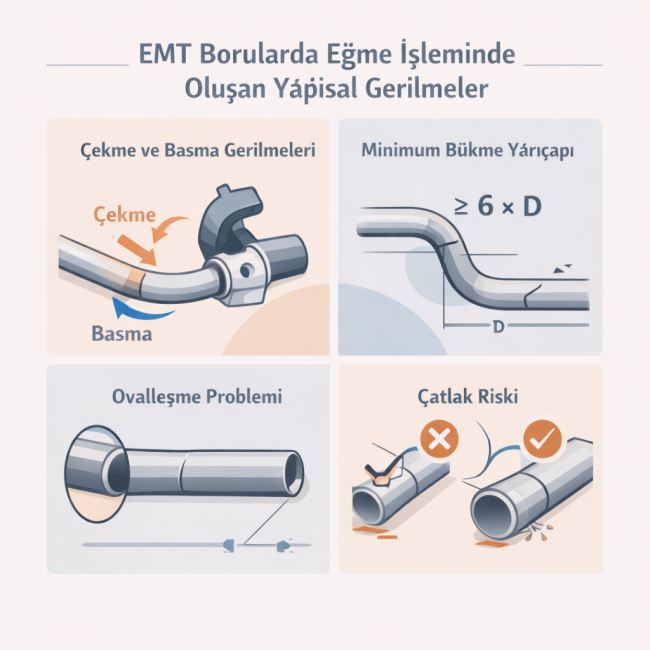
Boru belirli bir açıyla büküldüğünde kaplama çatlamamalı veya soyulmamalıdır. Özellikle EMT borular montaj sırasında bükme işlemi gördüğü için bu test kritik önemdedir.
4. Tuz Püskürtme (Salt Spray) Testi
Korozyon dayanımını değerlendirmek için tuz püskürtme testi uygulanır. Bu testte numune belirli süre boyunca tuzlu nem ortamında bekletilir.
Test süresi genellikle:
-
48 saat
-
96 saat
-
240 saat
şeklindedir.
Belirlenen sürede kırmızı pas oluşmamalıdır. Bu test özellikle kıyı bölgeleri, kimyasal tesisler ve yüksek nemli ortamlar için önemlidir.
5. İç Yüzey Kontrolü
EMT borularda iç yüzey kalitesi, kablo güvenliği açısından en az dış yüzey kadar önemlidir.
İç yüzeyde:
-
Çinko çapakları
-
Keskin kenarlar
-
Pürüzlü alanlar
olmamalıdır.
Bu kusurlar kablo izolasyonunu zamanla aşındırabilir ve kısa devre riskine neden olabilir.
6. Standartlara Uygunluk Kontrolü
EMT borular ulusal ve uluslararası standartlara uygun üretilmelidir. Kalite kontrol sürecinde şu parametreler de incelenir:
-
Mekanik dayanım
-
Ezilme direnci
-
Boyutsal tolerans
-
Diş ve bağlantı kalitesi
Galvaniz kaplama süreci bu standart gerekliliklerle birlikte değerlendirilmelidir.
Kalite Kontrolün İşletmeye Etkisi
Zayıf galvaniz kaplama, sahada şu sorunlara yol açabilir:
-
Topraklama sürekliliğinin bozulması
-
Korozyon kaynaklı zayıflama
-
Boru içi kablo hasarı
-
Bakım maliyetlerinde artış
Kaliteli kaplama ise uzun vadede bakım süresini azaltır ve sistem güvenilirliğini artırır.
Sonuç
EMT borularda galvaniz kaplama kalite kontrol süreci, yalnızca üretim aşamasında yapılan bir formalite değildir. Bu süreç; korozyon direnci, mekanik dayanım ve elektriksel güvenlik açısından sistem performansını doğrudan belirler.
Kaplama kalınlığı, aderans, yüzey homojenliği ve korozyon testleri birlikte değerlendirilmelidir. Doğru kalite kontrol yaklaşımı, tesisin uzun yıllar sorunsuz çalışmasını sağlar.
;