












































































































































- 25/ 2/ 2026
EMT Borularda Eğme İşleminde Oluşan Yapısal Gerilmeler
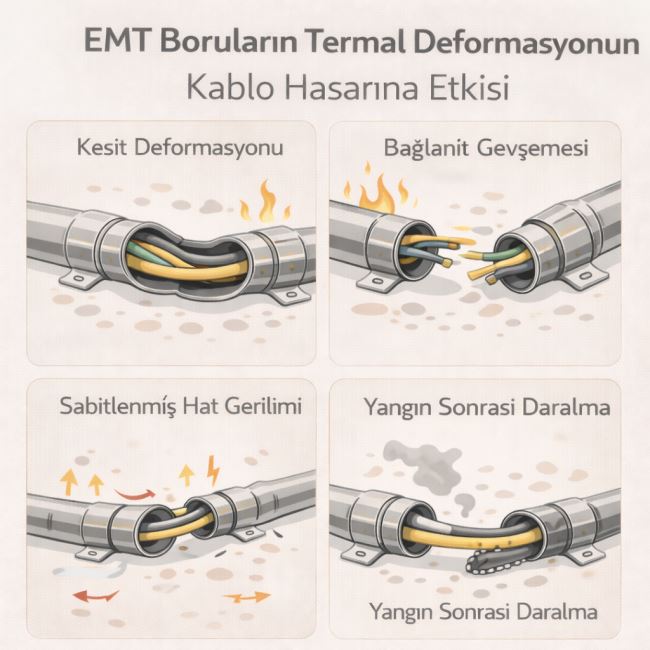
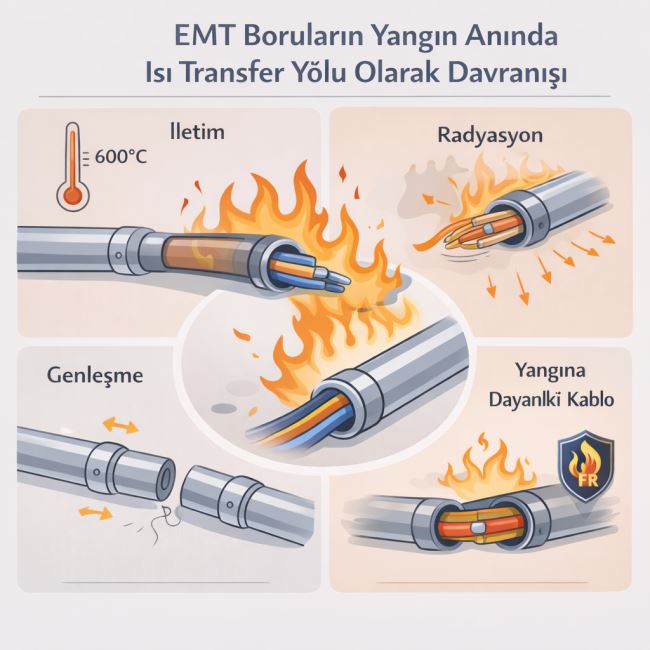
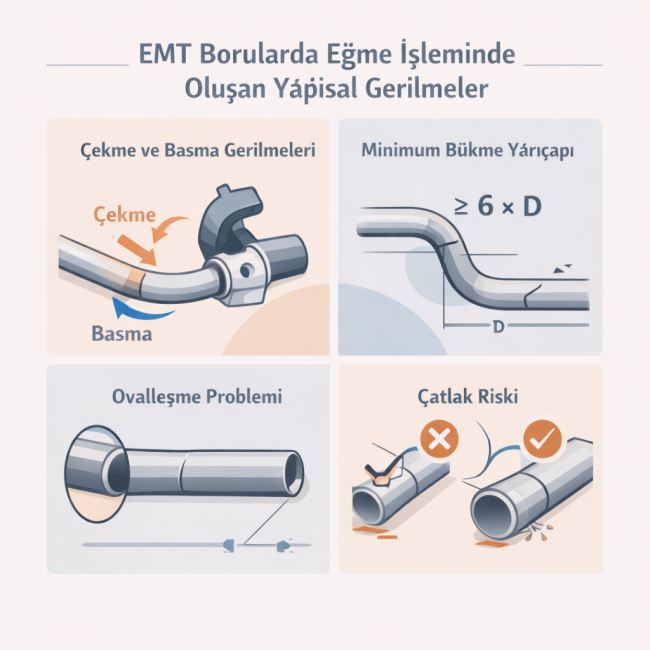
EMT (Electrical Metallic Tubing) borular, elektrik tesisatında yön değiştirme ihtiyacını karşılamak için sahada sıklıkla bükülür. Ancak bu işlem yalnızca geometrik bir form verme süreci değildir; boru kesitinde çekme, basma ve kayma gerilmeleri oluşur. Uygun hesap yapılmadan gerçekleştirilen eğme işlemleri, kesit daralmasına, ovalleşmeye ve hatta çatlamaya yol açabilir.Bu makalede EMT borularda eğme sırasında oluşan yapısal gerilmeleri mühendislik bakış açısıyla ele alıyoruz.
1. Eğme Sırasında Gerilme Dağılımı
Bir boru büküldüğünde kesitin dış tarafı çekmeye, iç tarafı basmaya maruz kalır.
Eğilme gerilmesi formülü:
σ = (M × y) / I
-
M = Eğilme momenti
-
y = Nötr eksene uzaklık
-
I = Atalet momenti
Borunun dış yüzeyinde maksimum çekme gerilmesi oluşur. Eğer bu gerilme malzemenin akma dayanımını aşarsa kalıcı deformasyon başlar.
EMT borular genellikle düşük karbonlu çelikten üretilir ve akma dayanımı yaklaşık 240–350 MPa aralığındadır.
2. Minimum Bükme Yarıçapı
Her boru çapı için önerilen minimum bükme yarıçapı vardır. Genel kural:
R ≥ 6 × D
-
R = Bükme yarıçapı
-
D = Boru dış çapı
Örneğin 25 mm çaplı bir EMT boru için minimum yarıçap yaklaşık 150 mm olmalıdır.
Bu değerin altına inilirse:
-
Kesit ovalleşir
-
İç çap daralır
-
Kablo geçişi zorlaşır
-
Mekanik dayanım azalır
3. Ovalleşme (Brazier Etkisi)
Boruların eğilme sırasında dairesel kesiti eliptik forma dönüşebilir. Bu durum Brazier etkisi olarak bilinir.
Ovalleşme oranı yaklaşık olarak:
ΔD / D ∝ (M / (E × t³))
-
E = Elastisite modülü
-
t = Et kalınlığı
Et kalınlığı azaldıkça ovalleşme artar. Bu nedenle ince cidarlı EMT borularda kontrollü bükme ekipmanı kullanılmalıdır.
4. Elastik ve Plastik Bölge
Eğme işlemi iki aşamada gerçekleşir:
Elastik deformasyon:
Yük kaldırıldığında boru eski formuna dönmek ister (springback etkisi).
Plastik deformasyon:
Kalıcı şekil değişimi oluşur.
Springback miktarı şu faktörlere bağlıdır:
-
Malzeme elastisite modülü
-
Akma dayanımı
-
Bükme açısı
Bu nedenle sahada genellikle hedef açıdan birkaç derece fazla büküm yapılır.
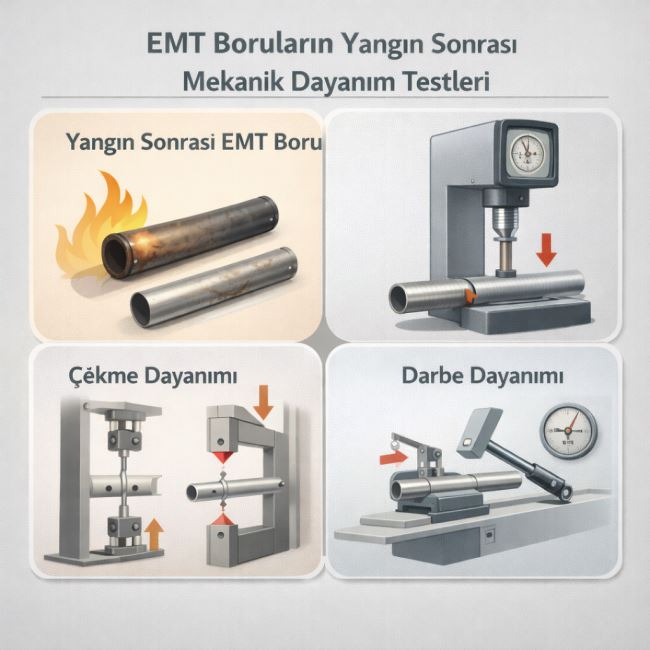
5. Gerilme Yoğunlaşması ve Çatlak Riski
Keskin bükümler gerilme yoğunlaşmasına neden olur. Özellikle:
-
Kaynaklı ek yerlerinde
-
Galvaniz kaplamanın zayıf olduğu bölgelerde
-
Daha önce darbeye maruz kalmış borularda
mikro çatlak riski artar.
Bu çatlaklar zamanla:
-
Korozyon başlangıcı
-
Mekanik kırılma
-
Topraklama sürekliliği kaybı
oluşturabilir.
6. Elektriksel Süreklilik Açısından Risk
EMT borular çoğu projede ekipman topraklama iletkeni olarak kullanılır. Eğme sırasında oluşan mikro çatlak veya kaplama hasarı:
-
Temas direncini artırabilir
-
Korozyonu hızlandırabilir
-
Süreklilik testinde zayıf değerler oluşturabilir
Bu nedenle eğme sonrası süreklilik ölçümü önerilir.
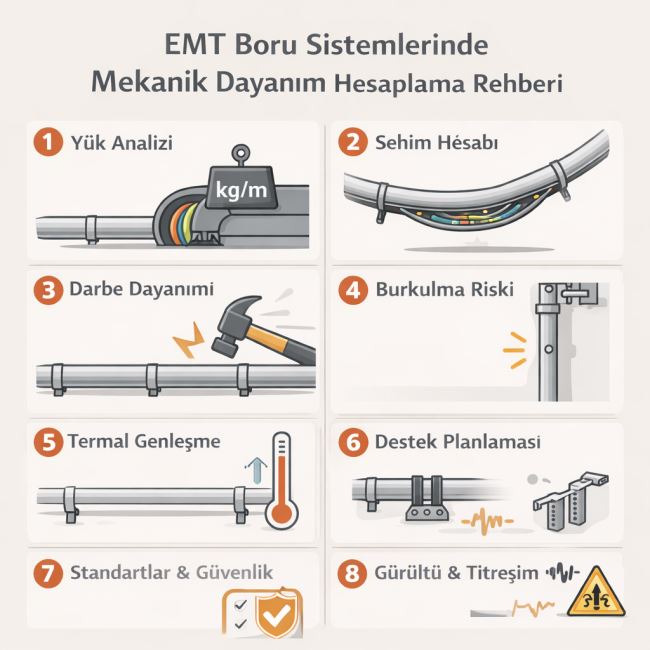
7. Uygulamada Doğru Eğme Yöntemi
Sağlıklı bir eğme işlemi için:
-
Manuel yerine kalıplı bükme makinesi kullanılmalı
-
Boru içi destekli mandrel tercih edilmeli
-
Minimum yarıçap korunmalı
-
Aynı noktaya tekrar bükme yapılmamalı
-
Eğme sonrası kesit kontrol edilmeli
Sahada yapılan en yaygın hata, dar alan nedeniyle küçük yarıçaplı zorlayıcı büküm yapmaktır. Bu durum borunun görünürde sağlam kalmasına rağmen taşıma kapasitesini azaltır.
8. Pratik Gerilme Örneği
Moment: 120 Nm
Atalet momenti: 2.1 × 10⁻⁸ m⁴
y: 0.012 m
σ = (120 × 0.012) / (2.1 × 10⁻⁸)
σ ≈ 68 MPa
Bu değer akma dayanımının altındaysa boru elastik bölgede kalır.
Ancak daha küçük yarıçapta moment artarsa plastik bölgeye geçilebilir.
Sonuç
EMT borularda eğme işlemi yalnızca montaj kolaylığı değil, yapısal mühendislik gerektirir. Çekme ve basma gerilmeleri, ovalleşme ve springback etkisi doğru hesaplanmadığında borunun mekanik ve elektriksel performansı düşer. Minimum bükme yarıçapına uyulması ve kontrollü ekipman kullanılması, sistem güvenliğinin temel şartıdır.
;